


















Установка лазерного станка требует точности, понимания принципов работы оборудования и учёта множества нюансов. Несмотря на схожие этапы пусконаладки, CO2 и волоконные лазеры имеют принципиальные различия в конструкции, оптике и источнике излучения. В статье вы узнаете про инструкцию по эксплуатации лазерных станков и частые ошибки при настройке.
Настройка CO2 лазерного станка
Общее устройство станка
Станок состоит из четырёх ключевых подсистем:
- Оптический блок: CO2-лазерная трубка, три зеркала и фокусирующая линза.
- Механическая часть: направляющие, шаговые двигатели, ременные передачи.
- Электроника и управление: материнская плата, блоки питания, LCD-дисплей.
- Дополнительные системы: охлаждение, компрессор, вытяжка.
Установка лазерной трубки

Перед установкой трубки убедитесь, что вы действуете максимально аккуратно:
- Аккуратно распакуйте трубку и разместите её в штатные крепления выходным отверстием к первому зеркалу;
- Подключите силиконовые шланги: подача воды — к левому патрубку, отвод — к правому, который должен располагаться выше;
- Заполните систему дистиллированной водой, убедитесь в отсутствии пузырей;
- Надёжно прикрутите высоковольтные провода: красный — к аноду, синий/белый/чёрный — к катоду;
- Контакты изолируются высоковольтной лентой, выдерживающей до 40 кВ;
- После фиксации не вращайте трубку, чтобы не повредить соединения.
Система охлаждения
Для охлаждения CO2-трубки используется:
- Погружной насос с ёмкостью от 40 литров или чиллер;
- Температура воды: +5…+25 °C;
- Насос подключается по маркировке: «Water Inlet» — вход, «Water Outlet» — выход;
- При использовании чиллера соедините патрубки по схеме «вход-выход».
Подключение компрессора
Воздушный компрессор подаёт воздух к соплу лазерной головы:
- Это предотвращает загрязнение линзы и возгорание материалов;
- Необходимо для охлаждения линзы;
- Следите за целостностью шланга, подключайте к розетке «Air In».
Установка вытяжной системы

- Первая гофра подключается к выходному отверстию станка, вторая — к внешней вытяжке;
- Подключение через розетку «Range Hood»;
- Задержка отключения вытяжки настраивается аналогично компрессору.
Заземление
- Сопротивление контура заземления должно быть не выше 0,5 Ом;
- Надёжное заземление — обязательное условие безопасной работы оборудования.
Поворотное устройство (при необходимости)
- Подключается к разъёму на панели станка;
- Переключение между осью Y и поворотом — через кнопку «Turntable Switching»;
- Настройки задаются в управляющем ПО, включают передачу сигнала, передаточные числа и активацию опции.
Юстировка оптики
Это настройка траектории лазерного луча в CO2 станке так, чтобы он точно попадал в центр каждого зеркала и фокусной линзы. От этого зависит точность резки, равномерность гравировки и срок службы оборудования. Неправильно настроенный оптический путь приводит к рассеиванию мощности, перегреву, ухудшению качества обработки и даже повреждению компонентов.
Что такое оптическая система в CO2 станке?
Оптика состоит из следующих ключевых элементов:
- Лазерная трубка CO2: источник излучения;
- Отражающие зеркала (обычно 3 шт.): направляют луч от трубки к рабочей зоне;
- Фокусирующая линза: концентрирует пучок для максимального эффекта в точке реза или гравировки;
- Сопло лазерной головы: направляет сфокусированный луч на материал.
Подготовка к юстировке
Перед началом:
- Наденьте защитные очки;
- Установите мощность лазера на 20–40% для импульсной проверки;
- Используйте двухсторонний скотч или бумажные мишени для меток;
- Выключите режим автозапуска: используйте функцию Pulse (импульс).
Пошаговая инструкция по юстировке зеркал
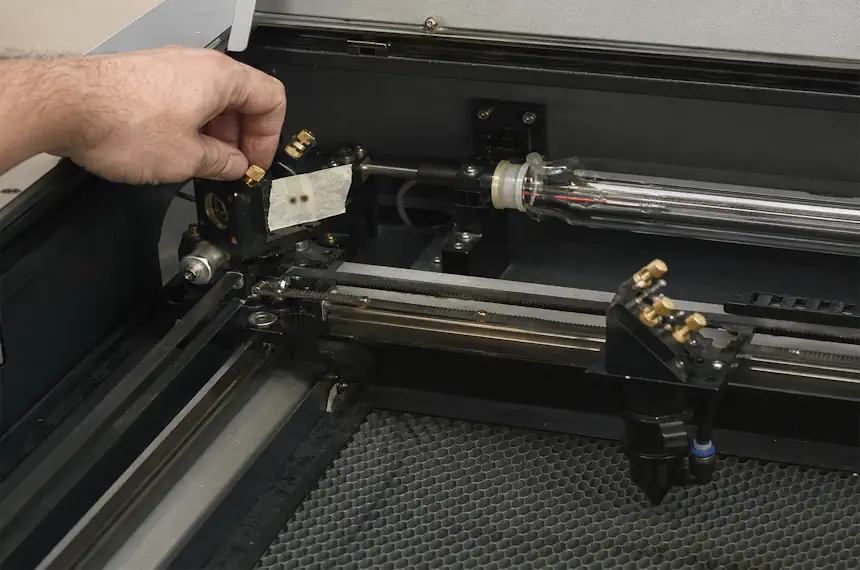
Шаг 1. Юстировка зеркала №1 (от трубки к первому зеркалу)
- Наклейте скотч на зеркало №1.
- Нажмите кнопку Pulse — след должен быть по центру.
- Если пятно смещено, передвигайте лазерную трубку влево/вправо, вверх/вниз до центра попадания.
Шаг 2. Юстировка зеркала №2
- Установите бумагу на зеркало №2.
- Переместите каретку как можно ближе к зеркалу №1.
- Дайте импульс — пятно должно быть по центру.
- Затем отодвиньте зеркало №2 как можно дальше и повторите импульс.
- Если пятно не совпадает, регулируйте винты зеркала №1 до совмещения в обеих позициях.
Шаг 3. Настройка зеркала №3 (на лазерной голове)
- Повторите те же действия, что и на предыдущем шаге, теперь с зеркалом №3.
- Отрегулируйте винты на зеркале №2, чтобы луч попадал точно в центр третьего зеркала в крайних позициях (верхний левый и нижний правый угол рабочего поля).
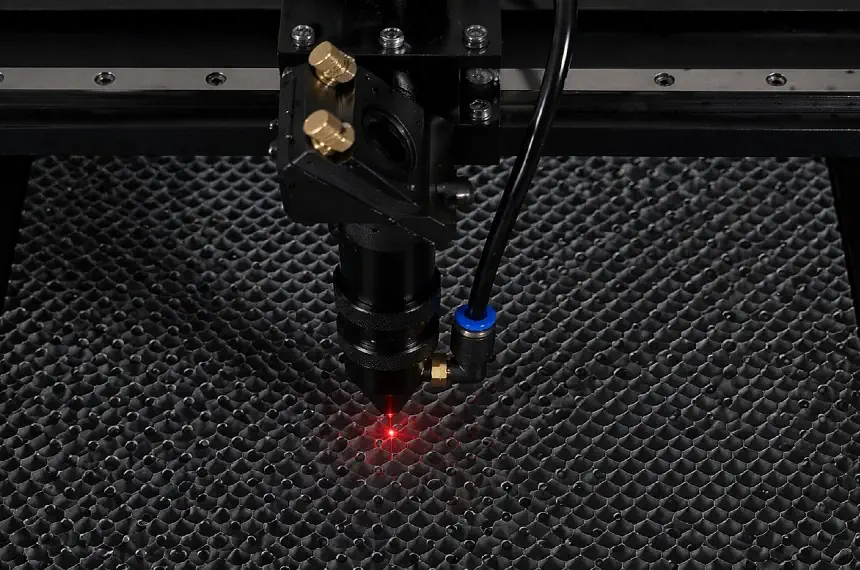
Шаг 4. Проверка выхода из сопла
- Заклейте скотч прямо на сопло лазерной головы.
- Дайте импульс — отверстие должно быть по центру отпечатка сопла.
- При необходимости подстройте зеркало №3.
Ошибки при юстировке
| Ошибка | Последствия |
|---|---|
| Смещённый луч | Потеря мощности, перекос реза |
| Попадание в край линзы | Перегрев, разрушение линзы |
| Луч не выходит через сопло | Повреждение головки, неравномерная обработка |
| Игнорирование юстировки после замены трубки | Резкое снижение качества |
Частые проблемы при установке CO2 лазерного станка

Ошибки в подключении системы охлаждения
Проблема: Неправильный монтаж водяного охлаждения лазерной трубки.
Последствия:
- Перегрев лазерной трубки.
- Образование воздушных пробок.
- Выход трубки из строя.
Решение:
- Следить за тем, чтобы шланг подачи воды был снизу, а отвод — сверху.
- Использовать только дистиллированную воду.
- Проверять отсутствие пузырей в контуре перед запуском.
Неправильное подключение высоковольтных проводов
Проблема: Перепутаны контакты или слабое соединение проводов к лазерной трубке.
Последствия:
- Ионизация воздуха.
- Искрение, перебои в работе лазера.
- Повреждение блока розжига.
Решение: Подключать провода строго по схеме (красный — к аноду, синий/чёрный — к катоду). Все соединения должны быть надёжно заизолированы.
Неэффективная вытяжка и обдув

Проблема: Плохая вентиляция или отсутствие воздушного компрессора.
Последствия:
- Загрязнение линзы.
- Задымление рабочей зоны.
- Повышенный риск возгорания.
Решение:
- Установить вытяжной вентилятор и подключить компрессор к головке.
- Следить за чистотой фильтров и шлангов.
Неправильная фокусировка
Проблема: Некорректное определение фокусного расстояния.
Последствия:
- Размытый или слабый луч.
- Нечёткие линии при гравировке.
- Недостаточная глубина реза.
Решение: Использовать деревянный треугольник или шаблон для поиска точки фокуса. Замерить расстояние от сопла до поверхности материала.
Настройка лазерного станка по металлу

Основные органы управления лазерного станка
Основное управление осуществляется через стойку с дисплеем, подключённым к компьютеру. Интерфейс позволяет управлять оборудованием с помощью клавиатуры, мыши и пульта дистанционного управления.
Элементы на стойке управления:
- Аварийный выключатель
- Кнопка включения лазера
- Кнопка включения компьютера
- Кнопка включения драйвера
- Порт USB
Настройка чиллера
Чиллер подключается к лазерному источнику и режущей головке. Вода циркулирует под давлением, охлаждая оба узла.
Подключение:
- 2 красных шланга: горячая вода (из головы и источника в чиллер)
- 2 синих шланга: холодная вода (из чиллера в голову и источник)
Используйте только очищенную дистиллированную или деионизированную воду.
Этапы подготовки:
- Подготовка бака: очистка, проверка целостности шлангов.
- Подключение: соблюдение направления потока, герметичность соединений.
- Заполнение чиллера: наличие фреона, заправка воды до нужного уровня, контроль чистоты.
- Эксплуатация: соблюдение температурного режима, контроль работы индикаторов.
- Обслуживание: регулярная проверка уровня воды, фильтров, соединений, замена воды по регламенту (раз в полгода).
Подключение чиллера

- Включите чиллер кнопкой на панели
- Проверьте:
- Герметичность
- Рабочее давление
- Направление потока
Подключение к газовому контуру
На раме станка предусмотрены:
- Трубка для азота (или воздуха высокого давления)
- Трубка для кислорода
Газ подключается через редукторы. Важно использовать газы высокой чистоты. Не допускается прокладка газовых и кабельных магистралей в одном канале.
Автоматическая система смазки
Станок оснащён системой автоматической смазки направляющих и ШВП по всем осям. Проверяйте уровень масла регулярно.
Подключение лазерного источника (на примере Raycus RFL-C500)

Передняя панель:
- Включение питания — ключ в положение ON
- Индикатор питания — зелёный
- Включение лазера — красный индикатор
- Сигнализация ошибок — жёлтый свет
- Кнопка аварийной остановки
Задняя панель:
- Питание
- Предохранитель
- Блокиратор — отключение излучения при открытии крышки
- Разъём BNC — модуляция (24В)
- Разъём DB25 — управление
- Разъём DB9 — сервис
- RS-232 — интерфейс
- Подача воды: вход/выход
Подключение зависит от мощности и конфигурации источника.
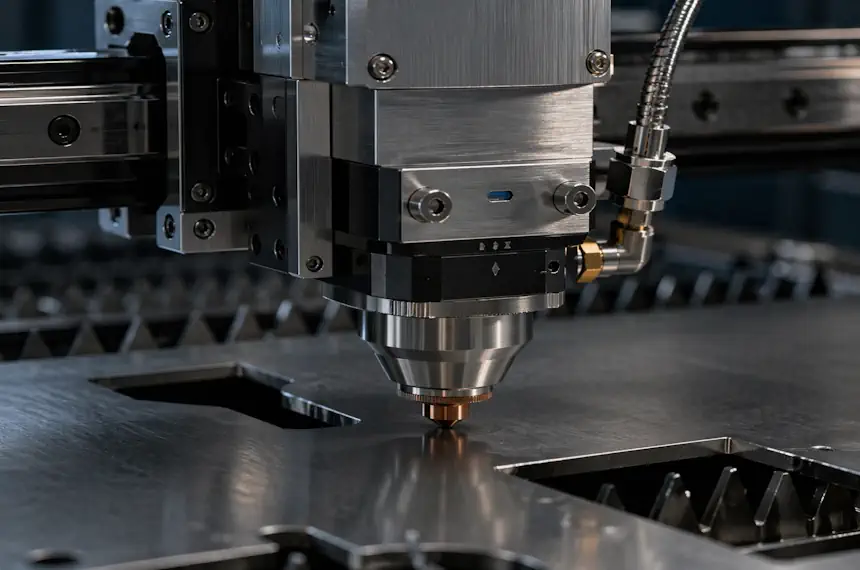
Юстировка лазерного луча

- Подготовка оборудования. Запустите управляющее ПО станка и переместите лазерную головку с лучом в зону, удобную для работы оператора.
- Фиксация индикатора смещения. Наклейте прозрачную клейкую ленту (например, скотч) на нижний торец сопла.
- Подача лазера. В программном обеспечении установите мощность лазера на уровне 80–100 Вт и активируйте излучение кнопкой «Лазер» (на панели управления или в интерфейсе ПО).
- Анализ положения луча. Аккуратно снимите скотч, не вращая его, и оцените положение точки относительно центра круга. Если метка лазера не совпадает с центром сопла, необходимо провести юстировку с помощью регулировочных винтов в верхней части лазерной головки.
- Повторение цикла. Продолжайте процесс до тех пор, пока след от лазера не окажется строго в центре круга. Только при идеальном совмещении можно рассчитывать на стабильную и качественную резку.
Частые проблемы при установке лазерного станка по металлу
Перегрев лазерного источника из-за ошибок в системе охлаждения
Суть проблемы: Неверное подключение или некорректная настройка чиллера, недостаточный уровень охлаждающей жидкости.
Последствия:
- Перегрев лазерного излучателя.
- Автоматическое отключение.
- Повреждение внутренних компонентов.
Решение:
- Использовать только дистиллированную воду.
- Проверить герметичность шлангов.
- Следить за направлением потока воды: горячая вода (красный шланг) — в чиллер, холодная (синий) — в лазерный блок.
- Не запускать чиллер без воды.
Неправильная калибровка координат
Суть проблемы: Нарушена синхронизация осей X, Y и Z, некорректно заданы нулевые точки.
Последствия:
- Смещение рисунка или отверстий.
- Нарушение геометрии.
- Повреждение заготовки.
Решение: Выполнить полную калибровку координат в управляющем ПО. Задать точку начала (Home) и проконтролировать точность перемещений по всей рабочей зоне.
Низкое давление вспомогательного газа (азот, кислород)

Суть проблемы: Недостаточное или нестабильное давление в газовой магистрали.
Последствия:
- Металл не прорезается до конца.
- Образование окалины.
- Пережог кромки.
Решение:
- Проверить редукторы и клапаны.
- Контролировать давление на выходе.
- Убедиться в герметичности газовых соединений.

2 оценок, средняя оценка: 5,00 из 5
Часто задаваемые вопросы
Это процесс точной настройки оптической системы, при котором лазерный луч выравнивается по всем зеркалам и линзам. Без правильной юстировки мощность лазера теряется, а качество реза или гравировки снижается. Процедура особенно важна для CO2 лазеров, где отражённый луч проходит через несколько зеркал перед попаданием на материал.
Это можно сделать за счёт замены лазерной трубки на более мощную модель или установки качественного блока питания с правильным напряжением. Также важно провести юстировку оптики, чтобы минимизировать потери луча при отражении.
Для гравировки неметаллов оптимальна мощность трубки от 40 до 60 Вт. Такая мощность обеспечивает хорошую детализацию и чистую гравировку без поджогов.
В векторном формате (DXF, SVG, AI или PLT), чтобы станок мог точно распознать линии реза. Эти форматы обеспечивают правильную передачу размеров и замкнутых контуров.
Она состоит из фокусирующей линзы, держателя линзы, отражающих зеркал и сопла для подачи воздуха. Именно через эту систему направляется и фокусируется лазерный луч на поверхность материала. От качества и точности сборки головки зависит глубина реза, чистота гравировки и точность обработки.

