
















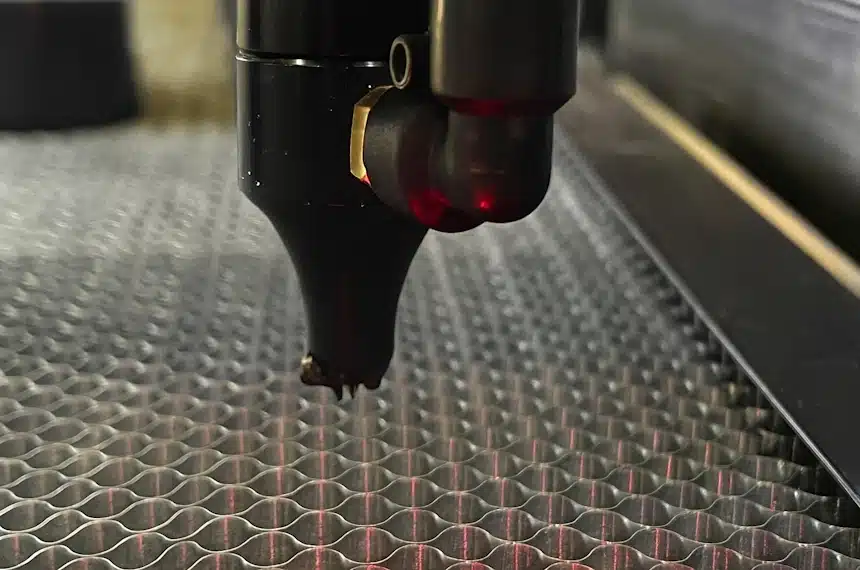
Это дефект лазерной резки, при котором частицы расплавленного металла или оксидов оседают на поверхности сопла лазерной головки. Это происходит в зоне выхода лазерного луча и защитного газа, нарушая геометрию струи и ухудшая качество обработки. Проблема характерна для лазерной резки металлов, особенно при неправильной настройке давления газа, фокусировки или загрязнении оптики.
Причины появления дефекта
- Недостаточное давление вспомогательного газа. Кислород или азот не успевают эффективно выдувать расплав, и он поднимается к соплу.
- Слишком маленький зазор между соплом и листом металла. Расплавленные частицы легко попадают на сопло.
- Неверная фокусировка луча. Зона максимальной энергии смещена, расплав распределяется неравномерно.
- Износ или загрязнение сопла. Изменяется форма отверстия, что нарушает стабильность газового потока.
Чем опасно налипание расплава
- Снижается точность реза, появляются наросты, заусенцы и оплавления на кромке.
- Газовый поток и лазерный луч отклоняются, рез становится нестабильным.
- Увеличивается расход газа и энергии.
- Повышается риск перегрева линзы и зеркал, что может привести к выходу лазерной головки из строя.
Что делать, если расплав уже налип на сопло
- Остановить резку и отключить подачу излучения.
- Осторожно снять сопло, очистить его мягкой щёткой или специальным раствором.
- Проверить отверстие: оно не должно быть деформировано или перекошено.
- При необходимости заменить сопло на новое.
- Перенастроить фокусировку, давление газа и высоту сопла.
- Провести тестовый рез на образце материала.
Лазерный очистительПредыдущая статья
Все статьиВернуться в Глоссарий
Настройки гравировки лазераСледующая статья

