


















Ситуация, когда лазерный станок перестает гравировать или делает это некачественно, — одна из самых распространенных проблем в работе оборудования. Луч может светиться, программа запускаться, координаты отрабатываться, но гравировка отсутствует либо получается слишком слабой, неравномерной или вовсе незаметной. В этой статье мы подробно разберем 10 основных причин, почему лазерный станок не гравирует.
Неправильно выставлена мощность лазера
Одна из самых частых причин отсутствия гравировки — слишком низкая мощность излучения. Это особенно актуально при гравировке металлов.
В чем проблема:
- мощность в программе выставлена на минимальном уровне;
- используется процент мощности, не соответствующий материалу.
К чему это приводит:
Лазер не передает достаточного количества энергии на поверхность материала, поэтому след от гравировки не появляется вовсе или выглядит бледным и нестабильным.
Решение:
Проверьте параметры слоя в управляющей программе и увеличьте мощность. Для теста рекомендуется выполнить градационную гравировку с разными значениями мощности и скорости.
Слишком высокая скорость гравировки

Даже при достаточной мощности лазер может не успевать воздействовать на материал, если скорость перемещения слишком высокая.
Типичные признаки:
- лазер «работает», но следа почти не видно;
- гравировка получается прерывистой;
- на некоторых участках рисунок исчезает.
Причина:
При высокой скорости луч не задерживается на точке достаточно долго, чтобы прожечь или изменить поверхность.
Решение:
Снизьте скорость гравировки и повторите тест. Оптимальные значения всегда подбираются путем эксперимента, с учетом материала, мощности станка и глубины гравировки.
Неправильная фокусировка лазера
Фокусировка — ключевой фактор качества гравировки. Даже незначительное отклонение фокусного расстояния может привести к потере энергии на поверхности.
Что происходит:
- луч рассеивается;
- плотность энергии снижается;
- гравировка становится размытой или отсутствует.
Частые ошибки:
- не учтена толщина материала;
- фокус выставлен «на глаз»;
- использована неправильная дистанционная пластина.
Решение:
Обязательно выставляйте фокус строго по инструкции к станку или линзе. Для гравировки важно, чтобы фокус находился точно на поверхности материала.
Загрязнение оптики лазерного станка

Грязные зеркала и линзы — одна из скрытых, но крайне распространенных причин плохой гравировки.
Возможные загрязнения:
- пыль;
- дым и смолы от обработки дерева;
- следы конденсата;
- микроскопические подтеки.
Последствия:
- снижение мощности на выходе;
- неравномерная гравировка;
- перегрев оптики.
Решение:
Регулярно очищайте зеркала и фокусирующую линзу специализированными салфетками и средствами. Даже тонкий налет может снижать эффективность гравировки.
Износ лазерного источника
Если станок долго эксплуатируется, особенно без регулярного обслуживания, источник излучения может терять мощность.
Для CO2 станков:
- лазерная трубка вырабатывает ресурс;
- падает стабильность излучения.
Для волоконных станков:
- деградация диодов;
- проблемы с модуляцией импульса.
Признаки:
- раньше гравировка получалась, теперь — нет;
- требуется постоянно повышать мощность;
- луч стал нестабильным.
Решение:
Проверьте реальную выходную мощность. При необходимости замените лазерную трубку или источник (для CO2 станков).
Ошибки в настройках управляющей программы
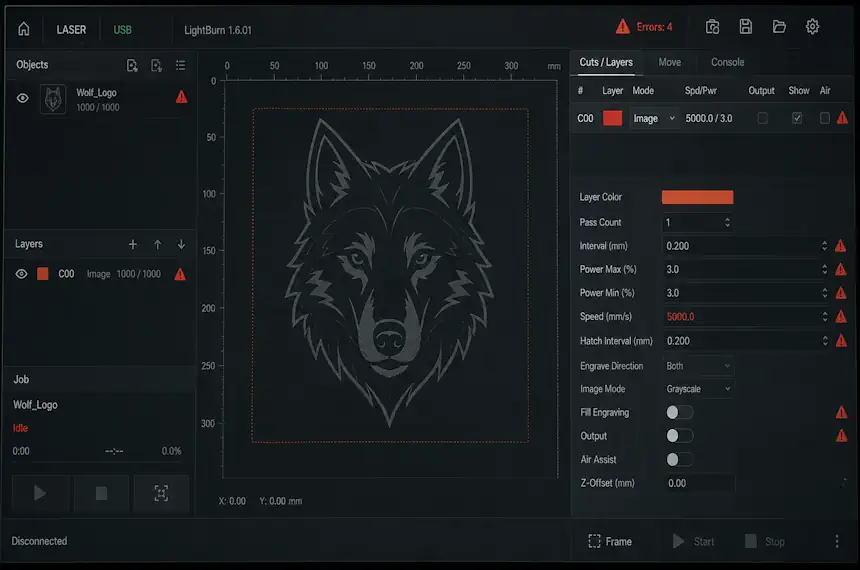
Даже исправный станок не будет гравировать, если допущены ошибки в программном обеспечении.
Частые проблемы:
- слой задан как «резка», а не «гравировка»;
- выключен вывод лазера;
- неверно выбран тип обработки;
- отключена заливка.
Решение:
Проверьте все параметры слоя, убедитесь, что:
- включен лазер;
- выбран режим гравировки;
- назначена корректная мощность и скорость.
Неподходящий или неправильно выбранный материал
Не все материалы одинаково реагируют на лазерное излучение.
Проблемы могут возникнуть, если:
- материал имеет защитное покрытие;
- поверхность отражает лазер (особенно у металлов).
Решение:
Убедитесь, что материал подходит для вашего типа лазера, и при необходимости используйте подготовку поверхности.
Неправильная частота и режим импульса

Актуально для волоконных лазеров.
В чем ошибка:
- слишком высокая частота;
- неподходящая длительность импульса;
- неправильный режим маркировки.
Последствия:
Луч не взаимодействует с поверхностью эффективно, гравировка отсутствует или выглядит как легкий налет.
Решение:
Подберите оптимальные параметры частоты и импульса под конкретный материал. Для этого используются тестовые матрицы.
Проблемы с охлаждением лазера
Перегрев лазерного источника может приводить к снижению мощности или полной блокировке излучения.
Возможные причины:
- недостаточный уровень охлаждающей жидкости;
- неисправный чиллер или помпа.
Что происходит:
Система защиты снижает мощность или отключает лазер, из-за чего гравировка пропадает.
Решение:
Проверьте систему охлаждения, уровень жидкости и температуру работы лазера.
Электрические и механические неисправности

Иногда причина отсутствия гравировки кроется не в настройках, а в аппаратной части.
Возможные неисправности:
- плохие контакты;
- поврежденные кабели;
- сбои в блоке питания;
- проблемы с платой управления.
Решение:
Проведите диагностику оборудования или обратитесь в сервисный центр. Самостоятельный ремонт без опыта может усугубить проблему.
Не можете найти причину, почему ваш станок не гравирует? Обратитесь к нашим специалистам — инженеры приедут на ваше производство, проведут диагностику и выявят причину.

Пока оценок нет
Часто задаваемые вопросы
Чаще всего причина связана с неправильно заданными параметрами гравировки: слишком низкой мощностью, высокой скоростью или неверно выбранным режимом обработки.
Да, неверная фокусировка — одна из самых распространённых причин слабой или отсутствующей гравировки. При смещённом фокусе энергия луча рассеивается и не воздействует на материал должным образом.
Да, разные материалы по-разному реагируют на лазерное излучение. Некоторые пластики, металлы или композиты могут плохо гравироваться либо вовсе не подходить для лазерной обработки.

