


















Лазерные станки для печатей и штампов — это современное решение для быстрого, точного и надёжного изготовления клише. Такие устройства позволяют создавать оттиски с высоким разрешением, сложными элементами, тонкими шрифтами и даже гербами всего за несколько минут. В этой статье вы узнаете, как работает лазерный станок для печатей, какое оборудование выбрать, и в чем преимущества лазерного изготовления печатей.
Преимущества лазерной технологии
Раньше для создания печатей использовали фотополимерные технологии, фрезеровку или гальванические методы. Сегодня лазерная гравировка вытесняет устаревшие способы по нескольким причинам:
Высокая точность и детализация

- Лазер позволяет прорисовывать тончайшие линии, микро-шрифты, элементы гербов и символики.
- Возможна работа с разрешением до 2500 dpi — недостижимый уровень для других технологий.
Скорость изготовления
- Печать можно сделать за 5–15 минут с момента загрузки макета.
- Не требуется сушка, засветка, промывка, химия.
Универсальность
- Один станок подходит не только для резины, но и для дерева, кожи, акрила, ПВХ. Это позволяет расширить ассортимент услуг.
Простота и чистота процесса
- Нет химических реактивов, фоточувствительных плёнок и дорогих расходников.
- Отходов минимум, воздух очищается вытяжкой.
Повышенная долговечность печатей
- Гравировка на штамповой резине обеспечивает чёткие, стойкие оттиски.
- Клише не деформируются, не разрушаются при использовании.
Автоматизация
- Можно изготавливать десятки печатей за день с одинаковым качеством.
- Легко масштабировать производство.
Как выбрать лазерный станок для печатей и штампов

Тип лазера
Для изготовления печатей используется гравировка по резине, а этот материал лучше всего обрабатывается CO2 лазерами. Они работают в инфракрасном диапазоне с длиной волны 10,6 мкм, отлично подходящей для неметаллов.
Почему не используется волоконный лазер:
- Он предназначен для металлов и неэффективен при работе с резиной, пластиком или деревом.
Стоит отметить, что на лазерных CO2 станках нельзя делать гербовые печати, так как луч больше, чем детализация печати. Для гербовой печати рекомендуем рассмотреть специальные лазерные CO2 станки с алюминиевой трубкой.
Мощность лазерной трубки
Для изготовления печатей и штампов достаточно мощности 40-50 Вт. Частая ошибка — стремление взять станок помощнее. Но для печатей излишняя мощность скорее вредна:
- При высокой мощности увеличивается диаметр фокусного пятна. В результате теряется чёткость мелких деталей, символов и шрифтов.
Разрешение гравировки

Для чёткой передачи шрифтов, гербов, логотипов и мелких элементов важно высокое разрешение гравировки. Печати часто содержат тонкие линии и кегль менее 5 pt, и не каждый станок может корректно обработать такие детали.
Минимальное рекомендуемое разрешение:
- 1000 dpi: подходит для типовых задач.
- 1200–2500 dpi: если вы планируете делать сложные печати с гербами, подписями, мелким текстом.
Рабочее поле
Печать по размеру обычно не превышает 40×40 мм, но часто требуется разместить на одном листе несколько клише. Поэтому лучше не ограничиваться самым маленьким полем.
Оптимальные размеры:
- 200×300 мм: если вы изготавливаете печати по одной.
- 400×600 мм: если запускаете массовое производство или делаете печати, клише, бирки и другие изделия.
Скорость и стабильность движения
Для равномерной глубины гравировки и стабильного результата важно, чтобы станок имел:
- Прецизионные направляющие (лучше рельсовые, чем валы).
- Надёжные шаговые двигатели с хорошим контроллером.
- Постоянство скорости при изменении направления, чтобы не было перекосов на линиях и шрифтах.
Программное обеспечение и управление

Хорошее ПО — половина успеха. Оно должно поддерживать:
- Зеркальное отображение макета (для оттиска).
- Заливку контуров (глубокую гравировку по площади).
- Гибкую настройку мощности и скорости по цветам или слоям.
- Совместимость с форматом .AI, .DXF, .PLT, .BMP и другими.
Рекомендуемые контроллеры:
- Ruida: промышленный стандарт, поддерживает RDWorks и LightBurn. Такой контроллер обеспечивает стабильность работы, у него удобный интерфейс и расширенные функции управления.
- Leetro, TopWisdom: подходят для базовых задач, но менее универсальны.
Система охлаждения
Даже при мощности 40–50 Вт лазерная трубка сильно нагревается. Перегрев — одна из главных причин преждевременного выхода из строя.
Что подойдёт:
- Для трубки до 60 Вт: водяная помпа + дистиллированная вода.
- Для длительной работы лучше использовать чиллер.
Среди наших клиентов популярностью пользуется лазерный станок Rabbit HX‑3050. Его часто приобретают для изготовления печатей и штампов. Рабочее поле 300×500 мм оптимально для размещения сразу нескольких клише, что ускоряет выполнение заказов. Станок оснащён высокоточной системой управления Ruida и рельсовыми направляющими HIWIN, что гарантирует стабильную глубину и чёткость линий даже при работе с мелкими шрифтами. Мощность лазерной трубки 50 Вт обеспечивает уверенную детализированную гравировку штамповой резины без перегрева и потери качества.
Как работают лазерные станки для печатей и штампов
Процесс лазерной гравировки резины для изготовления печати включает несколько этапов:
Подготовка макета
- Векторный или растровый макет создаётся в графическом редакторе.
- Все элементы изображения должны быть зеркально отражены, чтобы оттиск получился правильным.
- Необходимо задать толщину линий, глубину и разрешение гравировки.
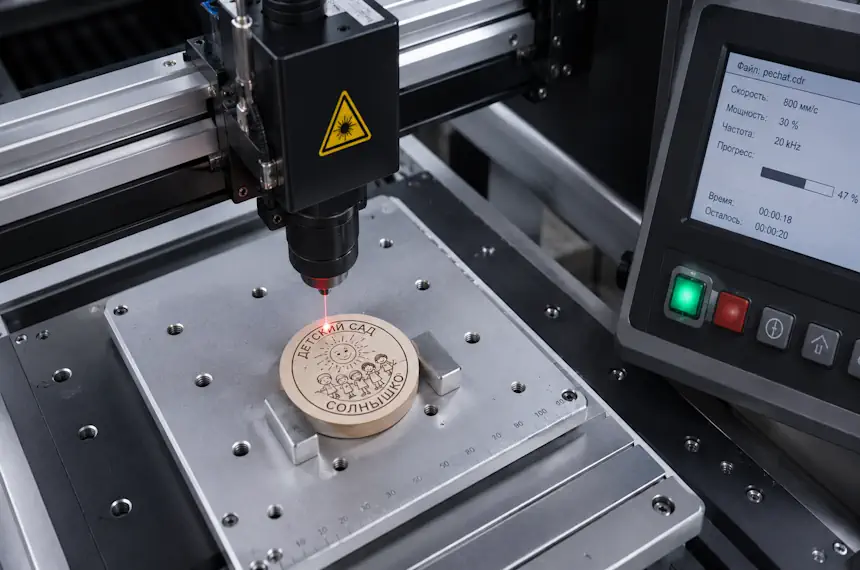
Загрузка файла и настройка параметров
Файл загружается в управляющее ПО станка (RDWorks, LightBurn и др.).
Задаются параметры:
- Скорость гравировки (обычно 150–300 мм/с)
- Мощность (от 20 до 40% для резины)
- Количество проходов (1–2 для глубокой гравировки)
- Тип заливки (линии, перекрёстная штриховка и т.п.)
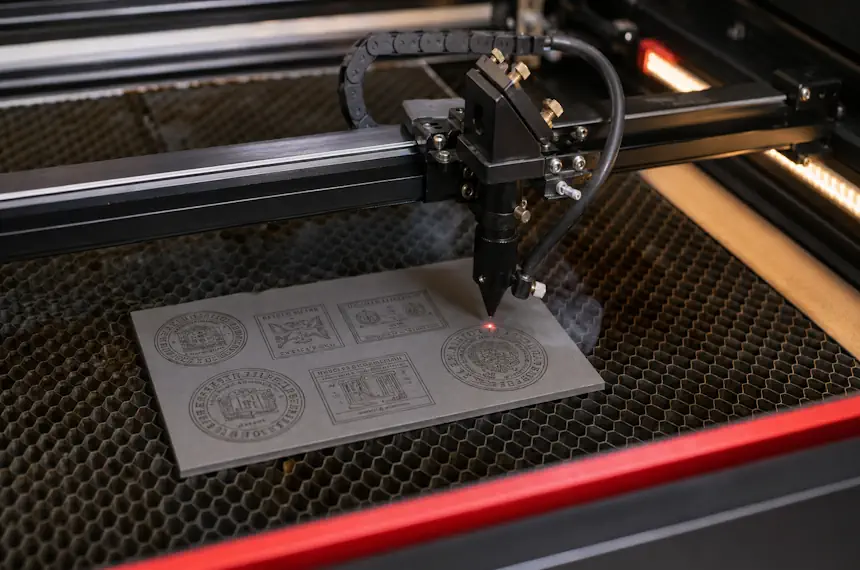
Гравировка резины

- Лазер испаряет верхний слой материала, создавая углубления заданной формы.
- Во время работы включается вытяжка и продувка, отводящие дым и предотвращающие возгорание.
Очистка и обрезка
- После завершения гравировки заготовка очищается.
- С помощью ножа или резака вырезается печатная форма.
- При необходимости клише наклеивается на оснастку.
Материалы для изготовления печатей
Для лазерной гравировки применяются специальные виды резины, которые хорошо обрабатываются CO2 лазером и не выделяют опасных веществ при нагреве.
Виды штамповой резины
| Тип резины | Особенности | Подходит для |
|---|---|---|
| Лазерная резина без запаха | Не даёт запаха при гравировке, чёткие края | Офисные и нотариальные печати |
| Микропористая резина | Хорошо держит краску, мягкая | Самонаборные и автоматические штампы |
| Цветная резина | Упрощает позиционирование, безопасна | Декоративные печати и детская продукция |
| Резина на силиконовой основе | Повышенная стойкость к износу | Производственные марки и клише для упаковки |
Хотите увидеть лазерный CO2 станок в действии? Приглашаем вас в наш демонстрационный зал в Петербурге вместе с образцами материалов. Протестируем их на станке и ответим на все вопросы. А если вы живете в другом городе, у нас есть онлайн демонстрация.

1 оценок, средняя оценка: 5,00 из 5

